 |
|
Ergänzung
zu Neukapitel 2.7
Der Zusammenbau des Motors
Lager,
Schrauben, und Kurbelgehäusemontage |
Worum geht's ? |
|
Hier liegt eine Übersicht von Uwe_B über an der SR verbaute
Schrauben, Wellendichtringe, O-Ringe, Lager ... : [die
Liste als Excel-Datei] [Liste als
PDF] Danke an Uwe (Ersteller) und Jeanjean (fürs PDF)!
Bei O-Ringen wird
übrigens immer der INNEN-Durchmesser und die Schnurdicke angegeben.
Ein 20x2 hat also außen 24 mm.
Unterhalb ist
also ein Artikel über die XT/SR Kurbelgehäusemontage, den
Sven 'mal im alten XT Forum geschrieben hat. Der Hinweis kam von BigNoce.
Wie immer, leicht umformatiert von mir. Im entsprechenden Kapitel des
Bucheli finden sich die Bilder dazu, und weitere Informationen. Das hier
ist als Zusammenfassung und als Ergänzung gedacht.
Also los, Sven hat
das Wort: |
Hintergrund: |
|
Weil das Bucheli-Handbuch in diesem Punkt nicht sehr ausführlich
ist, schreib' ich jetzt mal eine Anleitung dazu. Ich möchte ausdrücklich
betonen, daß dies nicht die einzige Möglichkeit zum Zusammenbau
darstellt, es gibt immer Leute, die es auf andere Art und Weise auch gut
hinkriegen.
|
Ausgangspunkt |
|
Ausgangspunkt soll ein vollständig zerlegter Motor sein, d.h. alle
Lager unmontiert (bis auf Pleuelfuß-).
Ansonsten sollte man das Gehäuse möglichst gut gereinigt haben.
Ich wasch's immer zuerst mit nem groben Pinsel und Diesel, nachher mit Bremsenreiniger
und Preßluft. Dichtungsreste gehen gut mit ner Teppichmesserklinge
runter oder mit einer mit nem Riegel Abbrechklingen von nem Cuttermesser.
Vorsicht, Gehäuse-Alu ist weich ... |
|
Kurbelwelle Schleudersumpf


|
|
Sollte
man gereinigt haben. Das Schleuderöl tritt aus den Nuten am Pleuelfuß
aus, und schlabbert zielstrebig nach aussen weg. Feststoffliche Teile
davon finden sich im Schleudersumpf der Kurbelwelle, den man sinnvollerweise
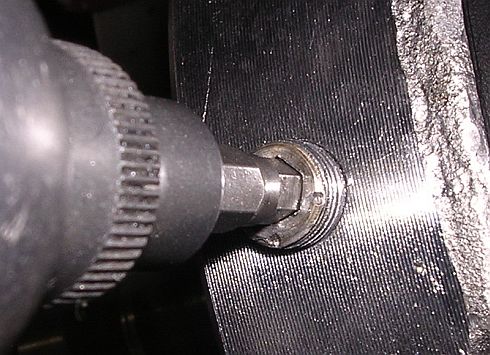
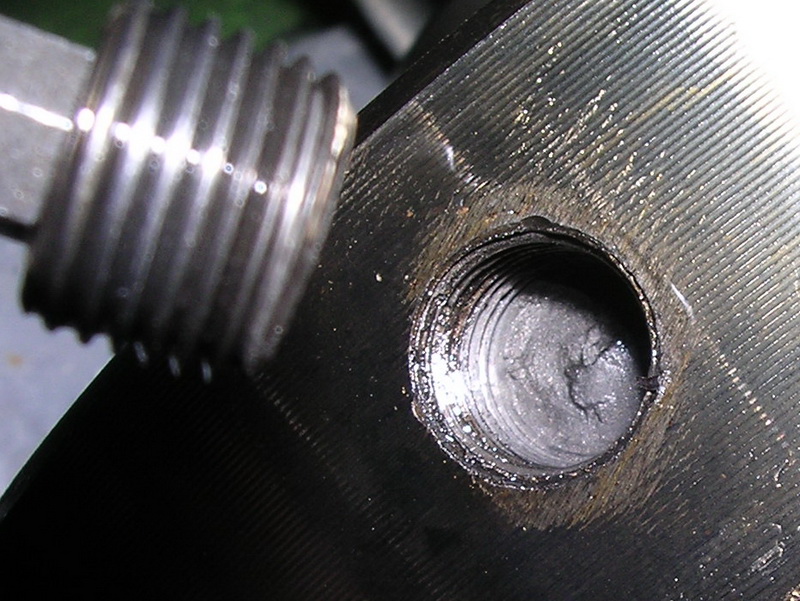
entleert vor Neumontage. Der Schleudersumpf ist die Bohrung hinter der
dreifach verkörnten Innensechskant-Madenschraube. Dahinter kann auch
recht festes Sediment sein das ausgekratzt/gebohrt werden muss.
Wer die Madenschraube sicht so einfach rauskriegt, findet hier Hilfe:
Supergau: Schrauben und Stehbolzen rausoperieren
fpg:
Bei einer Reparatur oder einem Tausch des Pleuls sollte unbedingt der
Schleudersumpf in der rechten Kurbelwange gereinigt werden. Diese Bohrung
ist mit einer Madenschraube gesichert....rausdrehen, gründlich durchspülen*
(am Besten mit einer Mischung aus Reinigungsbenzin und Parafinöl),
entfetten (z.B. mit Bremsenreiniger), Madenschraube eindrehen und fixieren
(Kleben und körnen !!)
*Sven: Da hast
du nach einem Jahr und 800l Bremsenreiniger vielleicht 3% vom Schlamm
raus. Schraube rausdrehen bzw. ausbohren und dann den Gammel entfernen
(auch rausbohren).
Sven:
an dieser Stelle bringt synthetisches Öl, unabhängig von seinen
sonstigen guten Eigenschaften, absolut Null Vorteile gegenüber Mineralöl.
Das Öl kann Ablagerungen verhindern so gut wie es will, deshalb füllt
sich der Schleuderfilter trotzdem (oder erst recht). Und wenn der voll
ist, wird er wirkungslos. Das heißt aber keinesfalls, daß
dadurch die Ölzufuhr zum Pleuelfuß irgendwie verringert würde,
es kommt genausoviel Öl dorthin, wie bei einem neuen Motor, bloß
ist es halt schlechter gefiltert.
Die Schmierung des Pleuelauges hat damit überhaupt nichts zu tun,
das wird nur durch den Ölnebel im Kurbelgehäuse geschmiert,
der durch die Bohrung oben eindringt.
Hiha:
Ich bin mir nicht völlig sicher, aber ich glaub, dass das standardisierte
konische Rohrgewindestöpsel sind, und die sind traditionsgemäß
zöllig. Wobei ich das noch nie überprüft hab. Weder obs
konisch, noch obs zöllig ist. Ich hab hier einen Druckminderer,
der hat 3/8"-Gewinde, und diverse konische Blindstöpsel in dem
Maß.
Schwupp:
Ich hab's gemessen: UNR 3/8-28G
kein Hydraulikteil und nicht zu kriegen auf die schnelle.
Auf gewindenormen.de gibt es die Maße.
Jetzt ist eine M10x1 Schraube drinnen die ein wenig stärker ist im Durchmesser.
Die wird genauso eingeklebt und gesichert wie Original ich glaub das wird auch halten.
Sven: G1/8 heißt's, und gemäß alter englischer Sitte kann man
an dem Ding nirgends 1/8 Zoll rausmessen. Die Dinger sitzen wegen der Verstemmung oft hübsch fest
und mit nem Schlagschrauber kriegt man sie hervorragend
diebstahlgeschützt, die Schraube bleibt fest aber dafür ist
dann der Inbus rund (woher ich das wohl wieder weiß...).
5er Nuß und Knebel ist imho das beste Werkzeug, aber man
sollte sicherheitshalber mental auf's Ausbohren vorbereitet
sein.
|
Die Kurbelwellenlager |
|
Hiha schreibt zur notwendigen Lagerluft:
Beide Kurbelwellenlager müssen unbedingt mindestens C3 sein, sonst kann genau das passieren: Wenn beide Lager aufgeschrumpft sind, rühren sich die Lager nicht mehr.
Der Nebeneffekt ist, dass im weiteren Betrieb die Kugellaufflächen überlastet werden und ausbrechen. Kurze Lebensdauer ist die Folge.
Es gibt sogar einige Leute, die auf die thermisch gealterten Yamaha-Originallager mit C4 bestehen...
|
Benötigtes Werkzeug etc: |
|
Was braucht man noch alles außer den Motorteilen:
- einen Backofen
und Topflappen
- evt. eine Kühltruhe
(muß nicht unbedingt sein)
- zwei gleich
hohe Holzklötze (ca. 150mm) zum Motor drauflegen
- zwei Rohrstücke
mit 30+/35+mm Innendurchmesser, ca. 200 lang und nicht zu dünnwandig
mit planen Enden ( ich nehm' immer welche aus Alu mit ca. 6mm Wandstärke,
plangedreht.)
- einen großen
Schonhammer (Gummi, Kunststoff, Holz) oder Beilage
- einen Schlosserhammer
- Lötlampe
oder Heißluftgebläse
- Dichtmasse,
Motoröl
- Bucheli und
diese Anleitung
- Innensechskant-Schlüssel
für die Gehäuseschrauben
- Kinokarte oder
so für die Dame des Hauses
- Eine gute Stunde
oder mehr Zeit
Man kann eigentlich
fast nicht zuviel Zeug mit in die Küche nehmen, weil wenn nachher
beim montieren was fehlt/noch in der Garage liegt, bricht meistens Hektik
aus. Oder vielleicht doch besser den Herd mit in die Werkstatt nehmen...?
Können wir jetzt endlich anfangen!?
|
Hubzapfenüberstand kontrollieren! |
|
Bei frisch überholten Kurbelwellen gibt's manchmal ein kleines Problem
(Marcel hat das auch angedeutet), und zwar ist der Hubzapfen nicht immer
ganz mittig eingepresst, steht also auf einer Seite etwas über. Nun
sind die Hubscheiben nicht
allzu weit freigedreht und es kann sein, daß der Zapfen weiter vorsteht
als die Anlagefläche (Schulter) für's Lager. Das ist schlecht,
weil dann nachher der Lageraußenring am Zapfen schleifen kann (insbesondere
links) Also vorher mit kleinem Haarlineal kontrollieren.
|
Montage
der linken Hälfte
(LiMa-Seite) |
|
- Kurbelwelle
und alle Lager bis auf linkes Hauptlager sollte man schon am Vorabend
der großen Schlacht in die Tiefkühltruhe legen, muß
man aber nicht (Kühlschrank ist besser als nichts).
- Linkes Hauptlager
im Backofen aufheizen, ca. 120-150°C.
- Kurbelwelle
nehmen (Topflappen) und heißes Lager draufstecken/klopfen bis
auf Anschlag: Wer auf Nummer Sicher gehen will, bastelt sich vorher
ein Metallklötzchen, das stramm zwischen die Hubscheiben paßt
(gegenüber
vom Zapfen), damit sich die Welle keinesfalls verziehen kann durch die
Klopferei. Wenn dann das Lager nicht ganz so will wie es soll, kann
er/sie das große Alurohr auf den Boden stellen, die Welle mit
dem rechten Zapfen reinstellen (ja, ich weiß, etwas wackelig das)
und dann mit 30er Rohr und Hammer das Lager ungeniert auf seinen Sitz
runterdreschen, ohne dabei die Welle zu gefährden. Wenn das Lager
gerade aufgesetzt wird, fällt es aber normalerweise schon durch
sein Gewicht auf den Sitz.
- Kontrollieren
ob es wirklich unten ist: wieder mit Rohr und Hammer
- Welle beiseitelegen
und linke Gehäusehälfte in's Backrohr 150° bis 180 °C.
- Inzwischen die
anderen (kalten) linken Lager bereitlegen.
- Wenn die Gehäusehälfte
richtig heiß ist, auf Holzklötze oder passende Holzkiste legen, Freigang für
Limazapfen sicherstellen, Welle nehmen und mit Lager in den Sitz stecken.
Wenn man nicht verkantet, geht das superleicht. Dabei auf's Pleuel und
die Fingerchen achten. Keine Hektik, man kann sich da ruhig Zeit lassen,
die Getriebelager haben viel laschere Passungen und lassen
sich nach ein paar Minuten auch noch gut montieren:

- OK, linke Seite
vorerst fertig. Aber halt: damits nachher keine Überraschung gibt:
Das Metallklötzchen zwischen den Hubscheiben entfernen, falls verwendet.
|
Montage
der rechten Hälfte
(Kupplungs-Seite) |
|
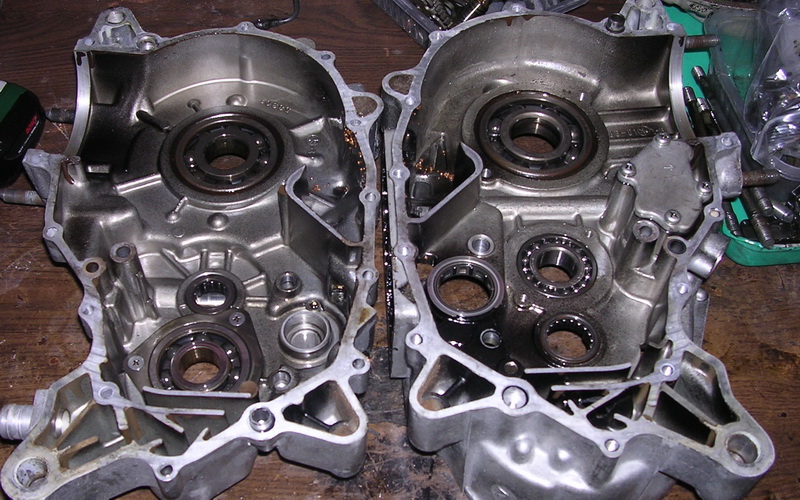
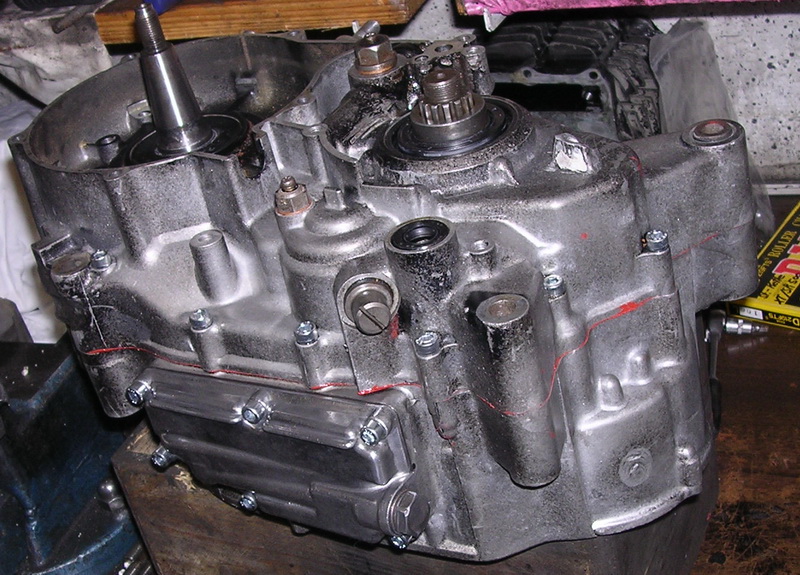
- Jetzt rechte
Hälfte in den Ofen, Lager und Schaltwalze bereitlegen.
- Heißes
Gehäuse mit der Kupplungsdeckelseite nach unten hinlegen und als
erstes das rechte Hauptlager einsetzen. Genau zielen lohnt sich, denn
dann.... ja richtig, fällt's von selber in den Sitz. Wenn's verkantet,
würde ich eher versuchen es nochmal rauszudrücken und neu
einzusetzen als Gewalt anzuwenden. Wenn's beim zweiten Versuch immer
noch nicht klappt, kann man das Gehäuse ja nochmal in den Ofen
stecken... (250°C sind auch noch o.k....).
- Wenn's dann
endlich sitzt, das Nadellager der Getriebeabtriebswelle und das Schaltwalzenlager
einsetzen. Letzteres geht am besten wenn man es dazu auf die Walze aufsteckt.
- Bevor man jetzt
das Gehäuse umdreht um das Lager hinter der Kupplung einzusetzen,
sollte man einen Moment warten bis die Außenringe der montierten
Lager richtig heiß geworden sind, sie fallen sonst nämlich
gerne wieder raus. Aber das geht ruck zuck. Wenn man's beim Umdrehen
klappern hört, ist das der Innenring/Käfig vom Hauptlager.
Durch den
heiß gewordenen Außen- und den kühlen Innenring hat
es brutale Lagerluft bekommen...
- Jetzt das Kupplungslager
einsetzen, das geht wieder ganz leicht. Dann ist, wenn ich nichts vergessen
hab', der erste Teil der Arbeit erledigt.
- Getriebe etc
montieren laut Bucheli. Dabei die sogenannten "Verlustscheibe"
weglassen. Zu der gibts einen eigenen Abschnitt
weiter unten.
|
| Zusammenbau |
|
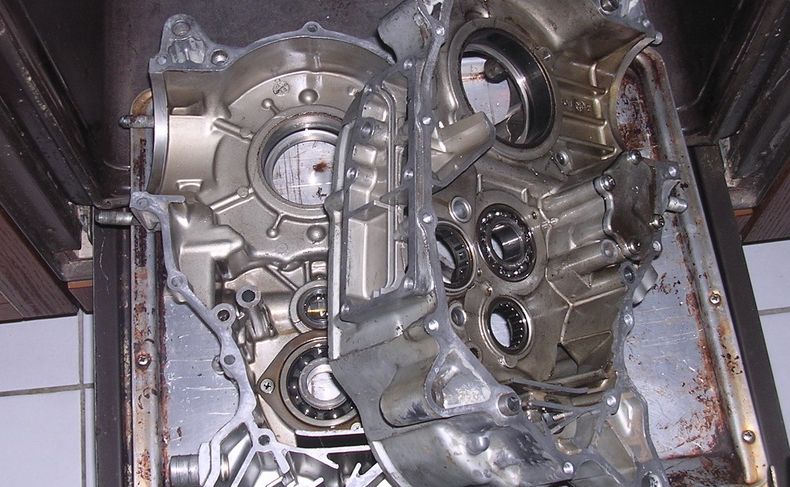
- Wenn das Gehäuse
abgekühlt ist und die linke Seite fertig vorbereitet auf den Holzklötzen
liegt, kann man den unangenehmen Teil in Angriff nehmen.
(Getriebe eingesetzt, Dichtflächen mit beispielsweise Dirko dünn mit Finger eingestrichen (Einweghandschuh):
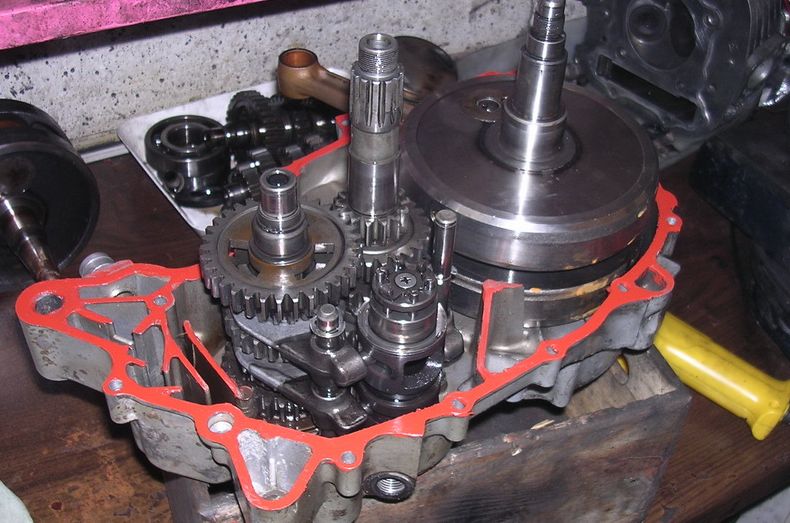
Die ganze Aktion
jetzt geht eigentlich nur deswegen schwer, weil der Innenring vom rechten
Hauptlager mit Übergangspassung auf der Welle sitzt. Also wärmt
man ihn noch ein bißchen an. Das geht mit der Lötlampe oder
dem Heißluftgebläse, aber vorsichtig. Wenn das Lager schwer
dreht (umgekehrt wie oben) reicht's. Ich stell' immer das große,
vorgewärmte Alurohr auf den Innenring und heiz' das an. Dauert
etwas länger und hat bei dünnwandigen Rohren kaum Sinn und
ist vielleicht übertrieben vorsichtig...
- Na ja, jedenfalls
hat man jetzt die letzte Gelegenheit zu prüfen ob alles drin ist
im Motor (Paßbuchsen, kleiner Dichtring, Anlaufscheiben Getriebe...).
Der Motor geht nämlich nicht ganz so leicht auseinander wie zusammen,
wenn man keinen guten "crank-case puller" hat.
- Motordichtmasse
auf die linke Hälfte aufbringen
- Rechte Hälfte
aufsetzen und vorsichtig runterklopfen. (Thomas Sauer: "das mit
dem Zusammengeklopfe der Gehäusehälften hat mir nicht gefallen.
Darum hab ich mir 4 kurze Gewindestanden M10 abgesägt und die Gehäusehälften
damit über die Aufhängungsbohrungen an den Gehäusehälften
sanft zusammengezogen. Ging einwandfrei.")
- Sobald das Hauptlager
am Sitz an der Welle ansteht, zusätzlich mit dem Rohr den Innenring
runtertreiben, aber nicht nur damit. Bis die Gehäusedichtflächen
aufeinanderliegen.
- Wenn man jetzt
den Motor umdreht und die Gehäuseschrauben festzieht, wird man
fast immer feststellen, dass die Welle sich nur schwer dreht. Den Grund
dafür hab' ich früher schon mal geschildert. Überhaupt
kein Grund zur Panik, wieder das 35er Rohrstück nehmen und dem
Innenring rechts gefühlvoll eine 'runterhauen, bis die Welle leichtgängig
ist.
Puh, das war's
erstmal.

Viel Erfolg
Sven
Rei97 hat schon viele Motoren gemacht und das ist seine frühe Methode der Montage eines Kurbelwellenlagers, die Temperatur wird mittels Infrarot-Pistole kontrolliert, Erwärmung mit Heißluftpistole und Kühlung mit Kühlschrank:
Das Gehäuse wird auf >140° erwärmt. Das Lager kommt aus dem Kühlschrank (in Plastik gepackt wegen Kondensat), hat ca. 5° und plumpst bei geradem Anschnäbeln ohne Kraft in das Inlay.
Nach weiterm Erwärmen des Innenringes fällt die KW ebenfalls in den Ring.

Später wurde zur Blockerwärmung auf die komfortablere Methode des Werkstattbackofens übergegangen:
|
|
|
PS von motorang: im Bucheli ist von Schraubensicherung für
die Gehäuseschrauben die Rede. Hier würde ich persönlich
nur die leichte Variante nehmen (also die leicht lösbare) um ein
Festfressen der Stahlschrauben im Gehäuse zu verhindern. Kupferpaste
erfüllt den gleichen Zweck, dann darf man die Schrauben aber nicht
mehr so fest anziehen weils den Reibwert vermindert.
Nach dem Zusammenbau:
Anderthalb Millimeter Axialspiel bei nicht montierter Kupplung
sind an der Getriebewelle völlig normal. Das verschwindet bei montierter
Kupplung. Selbiges gilt für die Abtriebswelle: erst das Kettenritzel
zieht die Abtriebswelle gegen das Lager und macht die Welle quasi spielfrei.
|
| Einige
Kurbelwellenmaße |
|
Rei97
hat sich mal dranbegeben:
Habe die Altkurbelwellen in meinem Fundus gesichtet.
Zu Auftakt ein paar Maße, die ich mal aufgeschrieben habe:
Pleuelaxialspiel am Bigend: von 0,45-0,6mm
Wangendurchmesser , kleine Wellen.. von 141,6-141,7mm
Zapfendurchmesser am Limastumpf: 30,01-30,02mm (hier hätte ich lieber
eine Mikrometerschraube gehabt)
Zapfendurchmesser am rechten Stumpf: 35,01mm
Keine der 5 Wellen hatte Einlauf an den Hauptlagersitzen.
Der Schlag war maximal 0,03mm
|
|
|
Kupplungsseite |
|
|
PS von Tomas Sauer:
Mir ist 2x aufgefallen, dass die Montage von
Kuupplung und Primärritzel
laut Bucheli nicht so das gelbe vom Ei ist.
Nach Bucheli ist zuerst die Kupplung komplett zu montieren und die Mutti
mit
60 Nm anzuziehen. Dann ist das Primärritzel samt den ganzen Teilen
drumherum
zu montieren. Es war mir 2x nicht möglich, das Ritzel bei montierter
Kupplung auf den KW Stumpf zu schieben. Vielleicht bin ich auch zu doof.
Also
Kupplung wieder runter, Kupplungskorb und Primärritzel gleichzeitig
drauf. Geht
wunderbar. Nun den Gegenhalter ansetzen und den Kupplungskorb mit der
26er
Mutter und 60Nm anziehen, die Nuß wechseln auf 24 und gleich die
Mutter am
Primärritzel ebenfalls mit 60 Nm anziehen. (Vorher natürlich
die Teile drunter
montieren.) Es ändert sich die Drehrichtung, also nicht wundern,
wenn der
Gegenhalter erst mal ein neues Widerlager sucht.
|
Die Verlustscheibe
|
|
Diese Scheibe sitzt zwischen 1. Gang und Lager unter der Kupplung.
Der Erklärung von rei97 ist nichts hinzuzufügen:
Die Verlustscheibe (Nr.2 auf dem Bild) hat ihren Namen ihrer Fehl-Funktion zu verdanken.
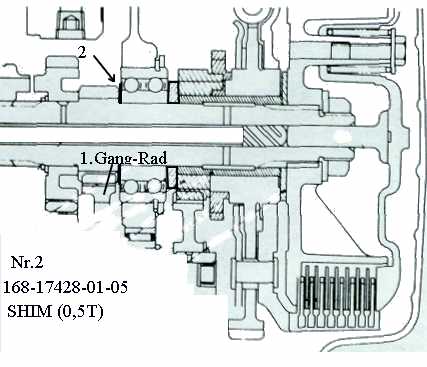
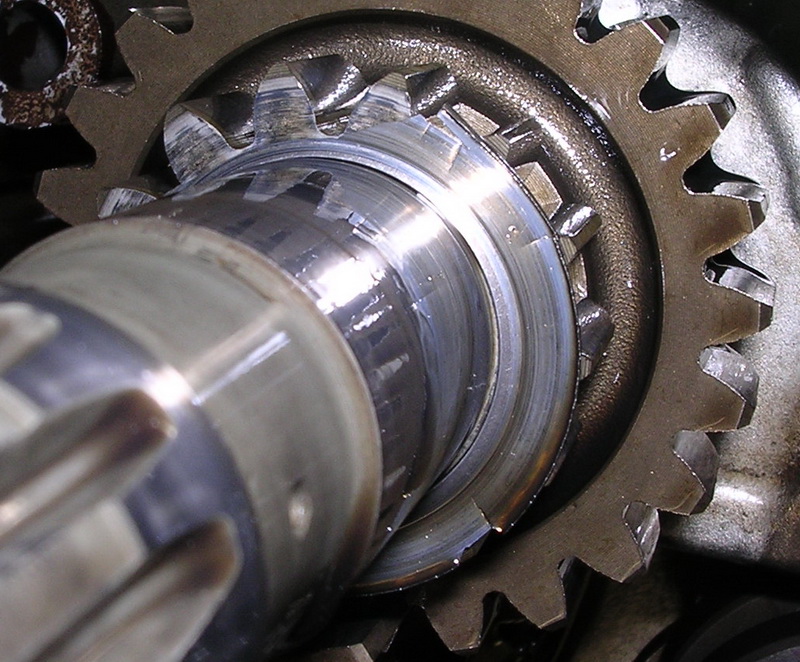
Sie ist nur 0,5mm dick und relativ hart.Wie in der Skizze zu erkennen liegt sie zwischen dem Wellenlager unter der Kupplung und dem wellenfesten 1.Gang-Rad.
Die Vorspannung der Kupplungszentralmutter lässt sie tellern, sodass sie gegen das grosse 1.Gang Rad auf der Abtriebswelle anstösst und dort schleift, bis nur noch der Rest unter dem Antriebswellenrad übrig ist.


Fundstücke: 
Dieser dünngeschliffene Rest kann die Vorspannkraft der Zentralmutter nicht ertragen, platzt auf und findet sich oft im Tabernakel (Ölsumpf ) wieder. Dabei geht auch die Vorspannkraft der Mutter (bis auf den Rest durch die Tellerfeder unter ihr) verloren. In der Folge kam es schon zum Verlust der Mutter, woraufhin die Kupplung sich erst verstellte , dann nicht mehr trennte.
Die Scheibe kann bei einer Motormontage getrost entfallen!
Das Lager auf der anderen Seite sollte man auch beachten. Es ist das Nadellager der Getriebe-Antriebswelle und wird bei Verlust der Verlustscheibe gerne kaputt ... Wichtig ist, die kleine dicke Scheibe nicht zu vergessen , wenn ein einreihiges Kugellager unter der Kupplung werkelt. Lässt man sie weg, spannt man den Kupplungskorb gegen den Bund des Wellenvielkeils und die Kupplung sitzt gemessen am Primärritzel , welches mit ihr kämmt zu tief . Die beiden Zahnräder sollten jedoch fast auf einer Höhe laufen.
Hier gibt es einen Tipp wie man da dran kommt ohne den Motor zu spalten.
Mehr zur Kupplung auf der Bucheli-Projekt Kupplungseite!
|
Der Schaltmechanismus
|
|
Der Schaltmechanismus sitzt unter dem Kupplungsdeckel.
(für XT500 vor Abnehmen des Kupplungsdeckels hier lesen: 180°-Fehler vermeiden).
Bei abgenommenem Kupplungskorb ist der Mechanismus gut zugänglich
Im Bucheli wird recht detailliert die Einstellung beschrieben, nicht aber das Warum, und die üblichen Probleme.
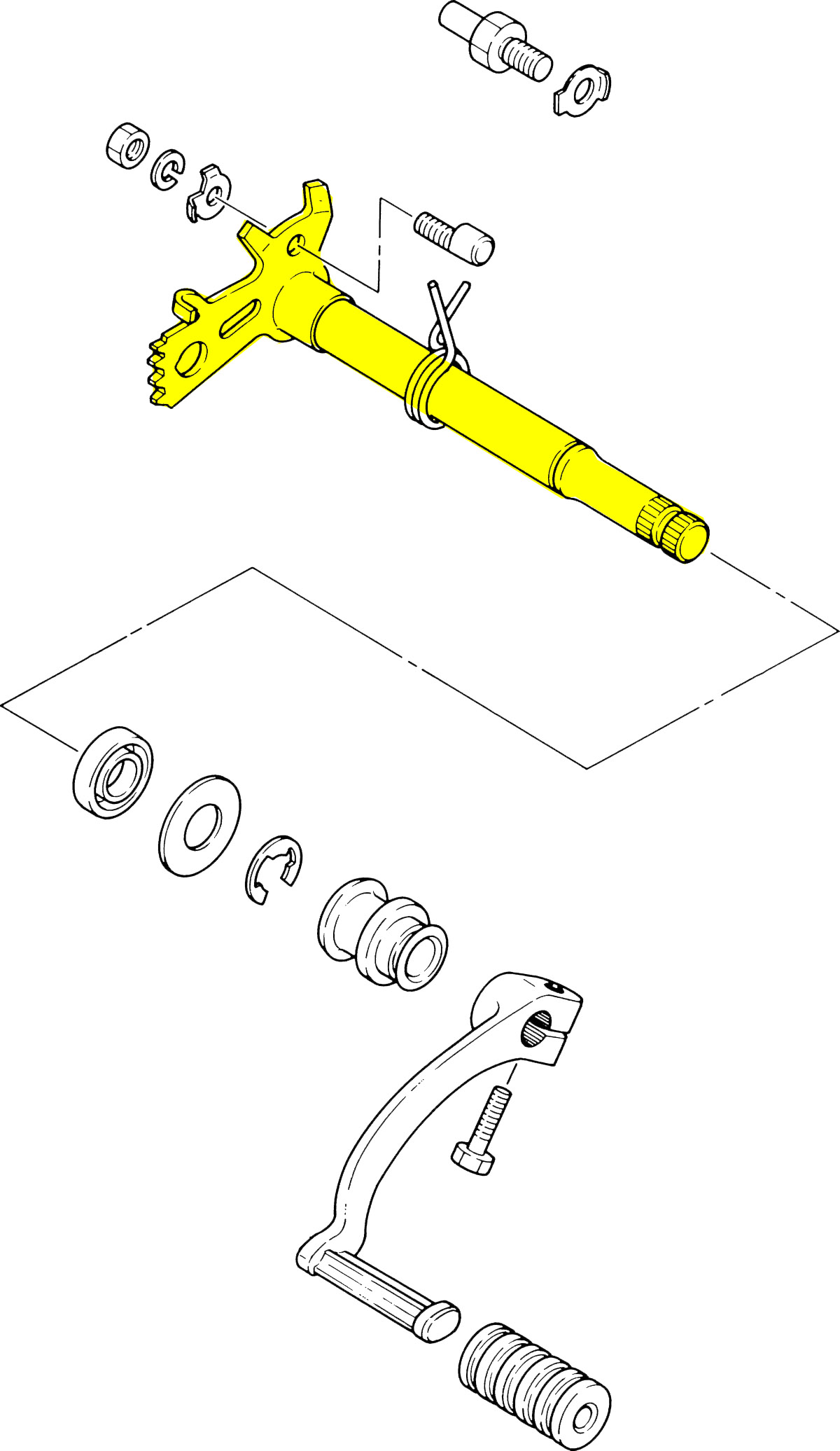
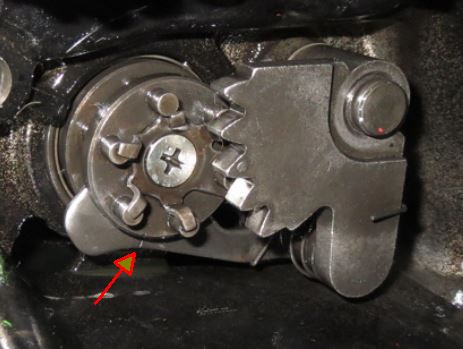
Wie alles zusammenspielt:
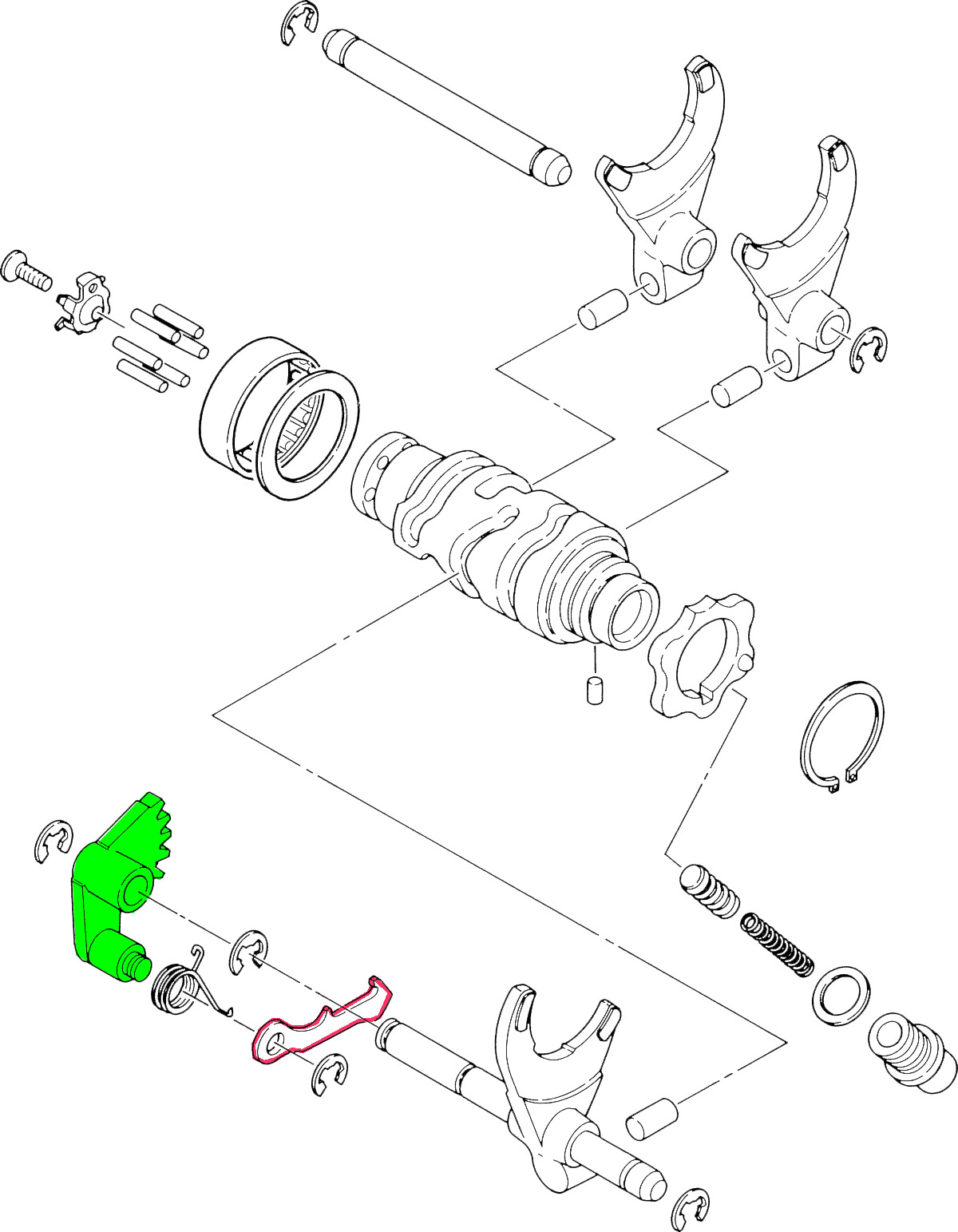
- Betätigt man den Fußschalthebel, dann führt die Schaltwelle (gelb) eine Drehung aus und bewegt den verzahnten Schaltarm auf der Kupplungsseite. Die Schaltwelle wird durch einen Sicherungsclip (Ritzelseite) daran gehindert, in Richtung Kupplungsseite zu wandern - damit bleibt der Schaltarm dort in seiner Verzahnung zum Schaltsegment (grün).
- Das Schaltsegment (grün) wird verdreht und bewegt die daran gelenking angeschlagene Schaltklinke (rot, 2) je nach Drehung nach links oder nach rechts.
- Die Schaltklinke wird durch eine kleine Feder nach oben gedrückt und liegt immer an der Schaltwalze an. Sie greift immer hinter einen der Stifte in der Schaltwalze (1), und wenn sich die Schaltklinke bewegt, wird dadurch die Schaltwalze in Drehung versetzt. Die Schaltwalze kann sich so weit bewegen, wie das die beiden Nasen oben auf dem Schaltarm erlauben. Dementsprechend wird die Schaltwalze um einen Schaltstift-Abstand weitergedreht.
- Entsprechend der Drehung folgen im Getriebe die beiden Schaltgabeln den Schaltkurven, die in der Schaltwalze eingefräst sind, und bewegen die Zahnräder auf den Getriebewellen hin oder her.
- Die Schaltwalze wird durch eine Halteschraube mit starker Kugel und Feder in ihrer neuen Position gehalten, die von schräg unten in den Motor geschraubt ist.
Eine starke Haarnadelfeder drückt den Schalthebel danach in seine Mittelstellung zurück, sobald der Fuß des Piloten das zulässt - dabei springt die federbelastete Schaltklinke über den zuvor bewegten Schaltstift und kann beim nächsten Schaltvorgang im nächsten Gang greifen.
- Die Zahnräder greifen entweder über eine Verzahnung in ihre Welle oder über Klauen am Zahnrad in Nebenzahnräder oder über ihre Außenverzahnung in Zahnräder auf der anderen Getriebewelle - je nachdem welche Zahnräder dann nur frei mitlaufen und welche kraftschlüssig miteinander verbunden sind, werden die Getriebewellen zueinander in einem bestimmten über- oder untersetzt. Im Leerlauf (Neutral) befinden sich keine Zahräder im Kraftschluss mit der anderen Welle, die beiden Wellen von Getriebeeingang (Kupplung/Motor) und Getriebeausgang (Ritzel/Hinterrad) können unabhängig voneinander drehen.
Es gibt hier bei XT500 unterschiedliche Ausführungen nach Baujahren und Modell, prinzipiell funktionieren die aber alle gleich, siehe XToms Seite Veränderungen von YAMAHA an den XT 500 - Modellen
- Es gibt bei frühen XT500 andere Lagerung und daher eine andere Schaltwalze.
- Der Schaltarm kann auf der Schaltwelle gesteckt und gesichert sein, oder (bei späteren Modellen) verschweißt.
Das Bild zeigt eine 1976er XT500 mit gesteckter Schaltwelle.
Was manchmal schiefgeht:
1) Schaltstift fällt raus
Die Schaltstifte sitzen lose drehbar in der Schaltwalze und werden durch ein sternförmiges "Krakenblech" in Position gehalten. Die weiche Schraube kann bei unsachgemäßer Montage aufgehen und die Stifte verteilen sich im Motor, oder ein Stück des Halteblechs bricht und erlaubt es einem Stift, in den Ölsumpf zu wandern. Entsprechend geht dann ab einem bestimmten Gang nichts mehr weiter, weil der Schaltklinke ins Leere greift.
Hier ein gebrochendes Blech mit Ersatzteil (Yamaha 434-18561-00), und ein Fundstück (4x18 mm):


Die Schraube sollte eingeklebt werden. Die originale weiche Kreuzschlitzschraube ist im montierten Zustand schwer zu öffnen, sollte man das Halteblech ersetzen wollen. Herausziehen lässt sich die Welle nicht, da ist Motorspaltung angesagt wenn man die Schraube nicht mit dem Schlagschrauber aufkriegt.
2) Schaltwelle wandert zur Kupplungsseite und Schaltarm springt aus Verzahnung
Wenn durch Gewalteinwirkung oder Ermüdung der Sicherungsclip von der Schaltwelle springt, kann sich die Welle zur Kupplungsseite so weit bewegen, dass die Verzahnung überspringt oder gar nicht mehr greift. Dann kann man im blödesten Fall nicht mehr schalten, oder nur noch in eine Richtung. Nach Abnehmen des Kupplungsdeckels kann die Verzahnung wieder entsprechend der Markierung mittig ausgerichtet werden (Punkt auf dem Schaltsegment mittig in Verzahnung vom Schaltarm), und man sollte eine neue Sicherungsscheibe (maschinenbaulich korrekt: Benzingring oder E-Ring) einsetzen ... das ganze geht auch bei montierter Kupplung.
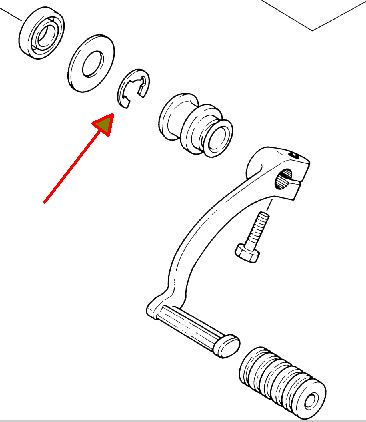
Hier sind alle aufgefädelten Teile bereits entnommen, inklusive der Schicherungsscheibe, der Pfeil zeigt zur Nut, dahinter sieht man den Wedi (Wellendichtring): 

3) Schaltung geht schwer, Gänge springen raus
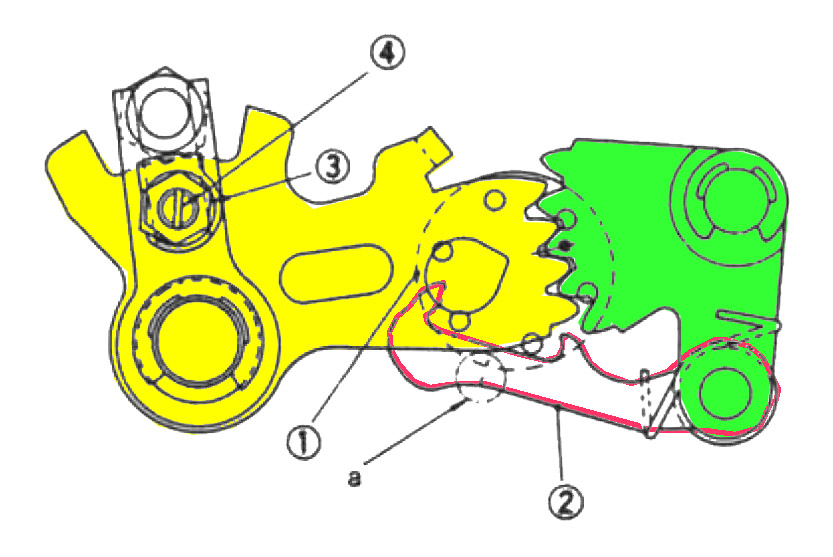
Hier sollte man neben dem Zustand der Halteschraube/Kugel/Feder prüfen, ob die Position (nicht der Eingriff) der Schaltklaue zur Schaltwalze richtig eingestellt ist. Eher ein Montagefehler, kann aber auch durch Ermüdung der Feder passieren. Ist im Bucheli beschrieben und wird über die Exzenterschraube samt Kontermutter (3/4) auf dem Schaltarm (gelb) eingestellt. Quasi welche Ruhelage der Schaltarm und damit auch die Schaltklaue einnimmt. Fred im XT-Forum
Auf diesem Bild sieht man wegen des entnommenen Schaltarms die Markierung auf der Schaltklaue halbwegs gut, und die "Gegenmarkierung" gibt es auf der Schaltwalze:

Hier nochmal die Zeichnung, die Markierung ist als a gekennzeichnet:
1 ... Schaltarm
2 ... Schaltklaue
3 ... Kontermutter
4 ... Einstellschraube
Mehr zur Kupplung auf der Bucheli-Projekt Kupplungseite!
|
|
|
<<Zurück
zur BUCHELI-Projekt Startseite |