die
motorang-seiten
- du bist hier:
| [Suche] [Forum] | |
|
die
motorang-seiten
- du bist hier:
|
|
| Ergänzung zu 2.1 Einführende Beschreibung Zylinderkopffragen |
||
|
|
Tips und Wissen rund um den Kopf.
|
|
Was im Bucheli steht |
Nur über Originales, und da nicht alles. Das Forum ist hier eine Fundgrube ... |
|
|
|
Die Ölversorgung des Zylinderkopfes erfolgt über eine außenliegende Ölleitung. Die ersten Modelle hatten die Leitung zum Einlassventil, später wurde die Leitung dann auf die Auslassseite verlegt. In beiden Fällen wird das Öl in eine Kipphebelachse eingeleitet und gelangt durch die hohlgebohrte Achse zuerst zum einen Kipphebel, dann weiter über einen Ölkanal auf der anderen Achsenseite zur zweiten Achse und weiter durch die hohle Achse zum zweiten Kipphebel. In beiden Fällen funktioniert das für den zweiten Kipphebel möglicherweise nicht mehr wenn die Lagerung der Achse im Zylinderkopfdeckel ausgeschlagen ist. Achtung: die verchromten SR-Ölleitungen neigen zum Bruch mit folgendem Kopfschaden! Die grünlichen Exemplare der späteren XT-Modelle halten besser, die sichere Methode ist die Umstellung auf Doppelschmierung mittels Schlauch wie im Zubehör angeboten (Kedo). Auch hier funktioniert die Ölerei besser wenn die Achsbohrung noch rund ist. Siehe auch Doppeldirektschmierung. |
|
|
|
Sven weiß wieder was: Für jeden Motor gibt es eine Drehzahl, ab der die Steuerung mit Sicherheit versagt (übrigens auch dann, wenn sie Schließerhebel hat...). Das ist dann der Fall, wenn die Teile der Steuerung der Nockenkontur nicht mehr "folgen" können. Bei welcher Drehzahl das der Fall ist, hängt von vielen verschiedenen Größen ab. Wichtig in diesem Zusammenhang sind insbesondere die Schließkraft der Ventilfedern, die Masse der bewegten Bauteile (z.B. Ventil, Keile, Federteller, Feder, Kipphebel ...) und die Ventilerhebungskurve, d.h. die Ortskurve des Ventils als Funktion des Kurbelwinkels. Grob gesprochen ist eine Steuerung umso drehzahlfester, je härter die Ventilfedern, je leichter die bewegten Massen, je geringer der Ventilhub und je länger die Steuerzeiten sind. Mit der Ventilerhebungskurve ist das allerdings so eine Sache, lange Steuerzeiten und wenig Hub allein bedeuten leider noch gar nichts. Wichtig ist, daß die Kurve sanft und "ruckfrei" ist. Man kann das mit dem mathematischen Begriff der Ableitung einer Funktion genauer beschreiben, anschaulich (aber nicht ganz korrekt) soll die Ventilerhebungskurve möglichst große Krümmungsradien haben. Die von Ducati verwendete Zwangssteuerung der Ventile (Desmodromik) verwendet nur Hilfsfedern, die im Prinzip entbehrlich sind. Neben dem Öffnerhebel (Kipp- oder Schlepphebel, je nach Motortyp) gibt es noch einen Schließerhebel(Kipphebel), der den Ventilschaft unter einem Bauteil ähnlich wie ein Federteller mit seinem gegabelten Ende umschließt. Dieser Hebel wird von einem Komplementärnocken betätigt und zieht das Ventil wieder hoch. Man muß bei dieser Steuerung pro Ventil zwei Spiele einstellen, das des Öffnerhebels (das "Normale") und das des Schließers, welches festlegt, wie nahe das Ventil an den Sitz gezogen wird. Man geht da nicht ganz auf Null, damit der Hebel bei geschlossenen Ventil nicht mit Vorspannung am Schließernocken anliegt, aber knapp davor. Um dieses unvollständige Schließen zu beheben, ist bei den Straßenmodellen eine Schenkelfeder am Schließhebel angebracht, die die letzten paar Hundertstel übernimmt. Bei Rennmotoren läßt man die weg, der Kompressions- bzw. Verbrennungsdruck drückt das Ventil sowieso auf seinen Sitz. Der Wesentliche Unterschied zwischen der Desmodromik und der herkömmlichen Steuerung läßt sich also mit "Form- statt Kraftschluß" beschreiben. Was den "Materialmord" durch hohe Drehzahlen angeht hast Du insofern recht, als alle Massenkräfte proportional zum Quadrat der Drehzahl wachsen, d.h. bei doppelter Drehzahl zerrt der Kolben im OT viermal so stark am Pleuel (zweite Ableitung). Bei 8000/min wird er bei der XT/SR500 mit ca. 40.000 m/s^2 d.h. 4000g beschleunigt, zieht also mit ca. "2 Tonnen" am Pleuelauge. Entsprechendes gilt auch für die Kräfte am Ventiltrieb, je höher man dreht, umso quadratisch unangenehmer macht sich die träge Masse des Ventils bemerkbar. Eine genaue Grenze zwischen "Körperverletzung" (die beginnt wohl, so bald der Motor läuft) und "Mord" am Material läßt sich wohl nur schwer festlegen. Ich hab' in den SR cup Rennen meinen XT Motor regelmäßig über 9000/min gedreht (hatte bei 9400/min laut Prüfstand ja noch 34PS). Dem Ventiltrieb (R&D Federn, Alufederteller, erleichterte Kipphebel und Ventile, Megacycle Nockenwelle) hat das überhaupt nicht geschadet, auch Kolben (Mahle)und Zylinder (Nikasil) sahen immer sehr gut aus, was allerdings auf Dauer leidet, ist das obere Pleuelauge. Das wird im Laufe der Zeit oval. Man merkt das an einem harten, mechanisch lauten Motorlauf. Wenn man dann nicht einfach immer weiterfährt, bis es kracht, genügt es, einen neuen Pleuelkit und einen neuen Kolbenbolzen zu montieren, da zunächst mal keine Folgeschäden auftreten. Ignoriert man diese Anzeichen, hat man wohl gute Chancen, daß das Pleuel im Auge reißt. 7500 kann die Steuerung vom Serienmotor ab, und die Kolbengeschwindigkeit ist auch vollkommen harmlos (übrigens, was soll die eigentlich mit den Ventilfedern zu tun haben?) Auf jeden Fall sollte man sich den Kolben und den Kurbeltrieb nach einem Motorschaden sehr genau anschauen, ehe man sie weiterverwendet. Beim Kolben achte man besonders auf den Einstich für den oberen Kompressionsring, der Ring muß leicht beweglich sein! Die R&D Federn für die SR/XT/TT500 sind ungespannt über 52mm lang (Außenfeder), die serienmäßigen haben irgendwas um 44. Mit der Seriennockenwelle sind die brutalen R&Ds (=harten Ventilfedern) aber echt rausgeschmissenes Geld! |
|
Ventilführungen und Ventilschaftdichtungen
|
Sven weiß wieder was: Bei der Reparatur eines Zylinderkopfes muss man damit rechnen, daß der Wechsel der Ventilführung etwas aufwendiger als normal sein kann, wenn die gesprengte Führung die Bohrung, in der sie sitzt auch noch zerstört hat. Dann kann es sein, daß diese nachgearbeitet werden muß und man evt. eine speziell angefertigte Führung braucht. Prüfung der alten Ventilführungen:
rei97 sagt (in etwa): Das längs- quer Bewegen zeigt fast immer , dass der Ölverbrauch von den Ventilschaftdichtungen kommt. motorang tippt: Nicht bei den VS-Dichtungen sparen. Ventilschaftdichtungen dürfen ruhig original Yamaha sein, dann halten sie viele Jahre. Die Elastizität mancher Nachbauten bewegt sich hingegen im Wochenbereich ... Sven: Es genügt völlig, die Schaftdichtungen händisch, also ohne Rohrstück Ventilführungen tauschen geht prinzipiell auch in Heimarbeit:
|
|
Kipphebel und Einstellschrauben
|
Es gibt unterschiedliche Generationen von Kipphebeln, siehe dazu unten (Relevant bei der Paarung mit der Nockenwelle). Zu den Einstellschrauben: Neben den originalen Einstellschrauben gibt es Nachrüstteile mit dickerem Fuß (Elefantenfüße) oder Halbkugel-Einstellschrauben. Hintergrund: die simple Originaleinstellschraube nützt sich und das Ventilende ab.
Beste Bezugsquelle: der löbliche XS650-Shop: Flachkugel-Einstellschrauben haben am Ende eine Pfanne die eine gehärtete einseitig abgeflachte Kugel aufnehmen. Angeblich Serie bei Yamaha TDM 850.
Das schont die Ventilenden bis hin zur Heilung leicht eingeschlagener Exemplare. Die Halbkugel ist allerdings nur eingelegt und nicht gesichert, wird bei Demontage gerne mal verloren oder kann wenn es blöd hergeht bei hängendem Ventil (Ankicken nach langer Stehzeit) rauspurzeln. Elefantenfüße gibt es von Porsche/Käfer oder Daimler, aber:
|
|
|
Kipphebelachsen Test von rei97: Auch das klappert schon, und wird schnell schlimmer:
|
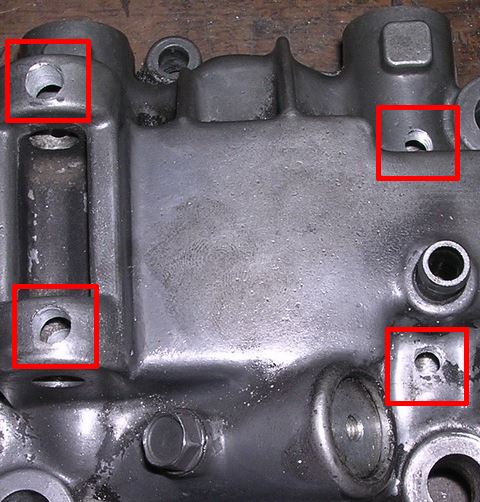
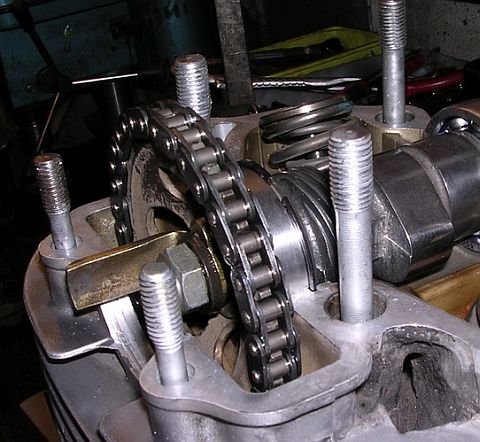
Eine Schwachstelle der 2J4-Modelle ist die Kipphebelachs-Lagerung in der Rockerbox (=Zylinderkopfdeckelhaube). Zum Verständnis: Bei alten Zylinderköpfen (2J4-Serie bei der SR, XT glaub ich bis 1982) können sich die Kipphebelachsen im Kopf frei drehen. Das ist OK solange der Kopf und die Wellen neuwertig sind, und verzögert Verschleiß weil sich die Achse immer mal etwas dreht und so gleichmäßig abgenützt wird, theoretisch. Hier zu sehen: links trägt der Kipphebel nur einseitig:
Neuere Köpfe (48T) kennen das Problem weniger deutlich. Hier sind die Kipphebelachsen durch Schrauben bzw. Federn in ihrer Drehung eingeschränkt. Die Lagerungsbohrungen bleiben länger intakt. Wenn hier etwas verschleißt, dann ist es die Achse selbst. Angeblich fixieren manche Umbauten auf Doppelschmierung die Kipphebelachsen axial durch Federkraft. Sagt der Wunderlich halt ... An der Ausschlagerei wird das nicht viel ändern. Jedenfalls gibt es bei 2J4-Köpfen zwei vernünftige Wege der Verbesserung/Reparatur:
Mir würde zumindest für unterwegs als Notreparatur noch einfallen, die Achse mit Buchsen- und Lagerkleber (Loctite) zu fixieren. Hab ich aber ausdrücklich noch nicht ausprobiert! Hiha und andere schon - der Kleber fließt leider in die Kipphebel und macht auch die Ölbohrungen zu ...
|
|
|
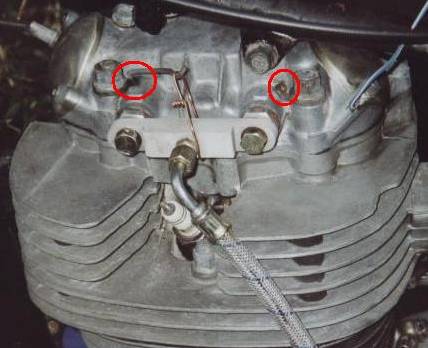
Madenreparatur, Madenrep, Bemadung: Pointer: Der Sepp aus der SR-Cup-Szene), der die Methode ausgedacht und ursprünglich angewendet hat, berichtet keine Nachteile. Allerdings macht der das an seinen Rennmotoren und die haben ja ein anderes Anforderungsprofil. Dazu flacht er auch noch die Kipphebelachsen oben leicht an (besserer Halt für die Made) und verklebt die Achsen zusätzlich vorsichtig mit Loctite Lagerkleber durch die neue Bohrung. Betonung auf vorsichtig, wer schon mal einen dummerweise via überschüssigem Kleber mitverklebten Hebel wieder lösen musste, weiß warum. Rei97, der Sepps Tipp aufgeriffen hat, beläßt es beim Bohren-Gewinde schneiden - Made rein. Das wird hier dokumentiert. Üblicherweise sind die rechten (Kickerseitigen) Lagerbohrungen ausgenudelt.
Das Loch für die Made am Einlass wird von oben durch den rechten Bügel der oberen Motor-Rahmenbefestigung gebohrt. Gewinde beginnt logischer Weise erst unter der horizontalen Bohrung für den Motor-Befestigungsanker. Und da ist satt Material.
Die Made für den Auslass sitzt rechts neben dem Stutzen für die Kopfentlüftung auf der Rockerbox. Da könnte man von etwas wenig Material reden, aber - wie gesagt - es hält beim Rei bislang. Rei97 zur Madenrep / Bemadung (die Begriffe sind für die Suchfunktion):
Das Gewinde an dem Befestigungsbügel beginnt erst 6mm unter der Querbohrung Oberhalb mit 6,5 aufbohren. Zu den Madenschrauben: Amtlich heißen die Teile
Inzwischen wird die Kontermutter weggelassen und die Madenschraube endfest verklebt. Wenn man die Kipphebelachsen in der Bohrung ganz nach hinten positioniert, gibt es dort immer ca. 3-4mm unverschlissene Bohrung, die eine Ölleckage nach der Reparatur vermeidet. *** Zur Theorie einer Einklebung der Kipphebelachsen: Maschinenbaulich korrekte Überarbeitung: Ausbohren, ausbuchseln, für privat in exzellenter Qualität macht das der Hudriwudri den man hier kontaktieren kann: [Fred] |
||
|
|
rei97: Mehrere Ursachen möglich:
Unten beginnend gibt es:
In den folgenden Fällen muß der Motor nicht raus:
|
|
|
|
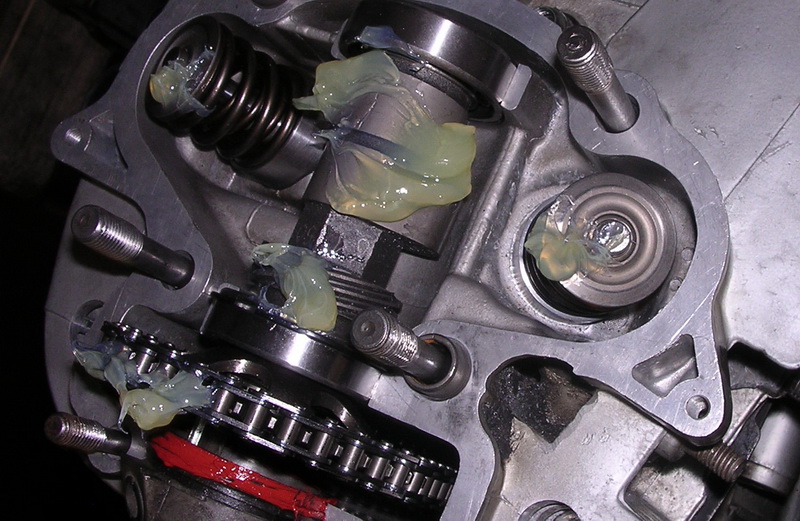
Die Nockenwelle ist im XT/SR-Motor ein unauffälliges und zuverlässiges Teil - wenn man auf ein paar Kleinigkeiten achtet. Bild zeigt eine frisch montierte Nockenwelle mit erster Fettpackung, wahlweise die von Hudriwudri empfohlene MoS-Einlaufpaste verwenden: Ein weiterer Punkt ist auch die Frage des Schmierstoffes, der in diesem speziellen Fall 2 Anforderungen zu erfüllen hat. 1. Die Stelle zu schmieren sodass die Körper nicht aneinander reiben können, sowie im Falle von Kontaktreibung einen chemischen Notlauffilm (die sogenannten EP Additive) bereitzustellen. 2. Während des schmierens im Schmierfilm eine gewisse Filmstaerke bzw. Resistenz bzw Dämpfung zu ermöglichen, so dass massivere Kraftspitzen gedämpft werden bzw. der schmierfilm nicht zusammenbricht. In Fachkreisen läuft dass dann unter dem Begriff des sogenannten elastohydrodynamischen (EHD) Schmierfilms oder, auf die schnelle, auch Grubin's Modell. Fuer unseren Fall bedeutet dies, wenn die Kräfte zu hoch sind oder der Schmierfilm zu sehr nachgibt kann es zu leichten Rissen bzw. Einbruechen in der Oberflächenschicht der Nocke kommen, die dann im Laufe der Zeit zu den gefürchteten Pittings anwachsen. Dies bei Tuningnocken insbesonders unter der "Annahme" das die Originalnocken kokillengegossene Gussnocken sind, und durch den Umschleifprozess die kokillenharte Randschicht sehr geschwächt wurde. 1. Korrekt eingestellte Federwerte (Anfangs- und Enddruck) 2. Korrektes Öl mit den notwendigen Additiven (auch wenn's nicht gern gehört bzw. gelesen wird, weil der Nachbar ja auch immer das Öl vorm Baumarkt fuer seinen Traktor nimmt) 3. Passende Viskostität, ich sag jetzt einmal ohne mich aus dem Fenster lehnen zu wollen dass ich bei der Drehmonocke oder ähnlichen halbagressiven Profilen sicherheitshalber 20W50 verwenden würde. 3. Eine passende Einlaufpaste vor der ersten Inbetriebnahme (Molykote oder meiner Ansicht nach meinetwegen auch Hypoidöl, Stichwort EP-Addtive, am besten halt die rote Nockenwelleneinlaufpaste, so man sie denn auch irgendwo bekommt). 4. Eine dementsprechend gute Ölversorgung, das heisst den Ölpumpensimmerring kontrollieren. 5. IMMER nach dem Nockeneinbau bei der ersten Inbetriebnahme den Motor mit mindestens 2000rpm 5 Minuten laufen lassen, sodass sich die Nocken mit einem korrekten oelfilm anpassen koennen. 6. Wenn ihr die Nocken, völlig legitim, aufpoliert, muesst ihr sie nachher unbedingt gründlichst reinigen. Baumwolltuch vorzugsweise weiß und dann mit WD-40 auf den Nocken in schleifrichtung reiben bis das Tuch rein bleibt.
|
|
|
|
Weiter nach diesem Exkurs, etwas allgemeingültiger für alle Nockenwellen:
Manchmal stellt sich die Frage, was man da für eine Nockenwelle hat. Serie oder Tuning? Wenn sie chromfarben ist dürfte es eine alte 2J4 Originalnocke sein. Wenn sie grau ist, ist es wahrscheinlich:
Zur genaueren Beantwortung ist es notwendig sie zu vermessen. Übrigens... hier ein paar gute Seiten zum Thema: Nockenwellen Gradscheibe 1) Den Grundkreis, also den kleinsten Durchmesser der Nockenlaufbahn messen (also quer zur Nocke). Wenns weniger als 32 mm sind wurde die Nocke schon mal nachgeschliffen/umgeschliffen. 2) Den größten Durchmesser der Nockenlaufbahn messen (also über die Nocke). Das lässt Rückschlüsse auf die "Schärfe" zu, wichtiger sind dabei aber die Steuerzeiten und die Flankenwinkel. Zur genaueren Beurteilung ist es unerlässlich die Ventilerhebungskurve aufzunehmen. Dazu muss die Nockenwelle im Motor eingebaut und der Zylinderkopf funktionsfähig sein.
**) Hiha: Damit man die Charakteristik von Ventilerhebungskurven besser miteinander vergleichen, und die gesamte Kurve, inclusive der Anlauframpen gemessen werden kann, sollte man die Steuerzeiten mit auf null gestelltem Ventilspiel, direkt am Ventil (oder Federteller) aufnehmen. *Steuerzeit = beispielsweise "Einlassventil öffnet 20,6 Grad vor OT" Hier die Beschreibung meiner Messerei an der SR. Mit den entsprechenden Werten fragt man freundlich in einem der SR/XT Technikforen an, da gibt es eine Handvoll Leute die damit was anfangen können. |
|
|
|
Bei Reparaturen und Upgrades stellt sich die Frage, ob man jede Welle mit allen Kipphebeln paaren darf ... man darf NICHT! KIPPHEBEL:
Übrigens werden die gleichen Teile (mit der gleichen Nummer) am Ein- und Auslass verwendet, sind später nur am unterschiedlichen Verschleiß auseinanderzuhalten. Hiha zum Thema "Erleichterung der Kipphebel":
NOCKENWELLE: 2J4: Nockenhub = 10 mm
KIPPHEBELCHSEN Grundsätzlich können 2J4-Achsen auch mit 48T-Kipphebeln kombiniert werden.
VENTILEINSTELLSCHRAUBEN Testonalin: die kedoschrauben sind zweiteilig. bilder gibt´s auf der homepage vom sponsor oder im katalog. in dem gewindeteil ist am unteren ende eine frei drehbare kugel eingelegt, die eine fläche an einer seite hat. diese fläche soll zum ventilschaft weisen. dort wird das spiel gemessen. der vorteil ist, dass die flächen immer plan aufeinanderliegen, weil die kugel sich ausrichtet sobald druck entsteht. somit gibt es an dieser stelle (ventilschaft) verminderten verschleiß. bei den herkömmlichen schrauben "rutscht" das ende der schraube auf dem schaft hin und her, bedingt durch die winkeländerung des kipphebels im betrieb. somit reibt das ganze immer etwas auf dem ventilschaft rum. das hat an beiden teilen einen höheren verschleiß zur folge als bei den kugekopfschrauben. da reibt es fast nur in der kugelpfanne und nur ein wenig auf dem ventilschaft. wenn die herkömmliche schraube lange in einer stellung gearbeitet hat, ist das profil meistens etwas eingelaufen. bei einer änderung des spiels verdrehst du die schraube ein wenig, und die beiden teile lassen sich A: nicht mehr vernünftig einstellen und B: verschleißen voraussichtlich ab jetzt stärker, weil sich kanten gebildet haben können
|
|
|
|
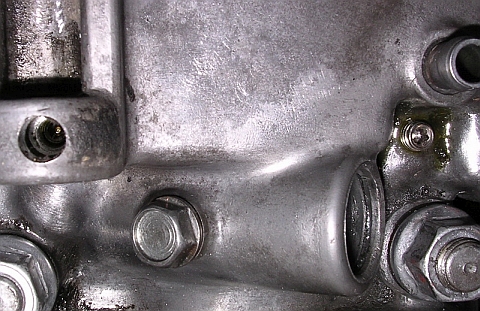
Die Dekowelle wird durch eine Stiftschraube im Kopf gehalten (Schlüsselweite 10). Nach entfernen der Schraube und wenn der Dekohebel unbelastet ist, kann die Welle nach außer herausgezogen werden. Die Schraube ist die gleiche wie beim Drehzahlmesserantrieb (Yamaha 90109-06418-00) Die Durchführung im Zylinderkopf ist mit einer speziellen Gummi-Lippendichtung versehen, die bei Yamaha gekauft werden muss, da passt kein Normring. Das Gegenhalteblech wird mit einer Zylinderkopfdeckel-Schraube mitgeschraubt und geht bei Motorrestaurierungen gerne verloren, schaut aus wie links abgebildet. Hier bei ausgebauter Dekowelle, man sieht das Widerlagerblech:
Hier links ein Schaden: Die Stiftschraube hat ein Stück vom Kopfdeckel mitgenommen. Da die Schraube aber kaum Belastung hat, kann man sie nach Säuberung mit einer neuen Scheibe mit Loctite Gewindedichtmittel wieder einbauen. Übrigens Schaden: Der Originalmechanismus ist so konstruiert, dass das Auslassventil nur einen minimalen Weg ausgehoben wird und der Kolben unterhalb immer noch genug Freigang hat. Wer den Motor/Lenker clean haben möchte und deswegen den Seilzug entfernt oder durch einen anderen Mechanismus ersetzt, sollte tunlichst das Widerlagerblech als Wegbegrenzung an Ort und Stelle lassen. Wenn die Welle nämlich weiter als vorgesehen gedreht wird, kann beim Kicken das Auslassventil Kolbenkontakt haben, und krummgeschlagen werden. Original: Beispiele (ohne Beurteilung): Übrigens Schaden: Nach Einbau einer Nockenwelle mit größerem Hub oder Modifikationen an den Kipphebeln muss der Originalzug möglicherweise modifiziert werden. Siehe Tuningnockenwelle. |
|
|
|
Helicoil ist das Zweitbeste, und immer noch sehr gut, wenn nicht gerade Conan der Barbar den Kerzenschlüssel bedient. MIR hat es bisher noch kein Helicoil Kerzengewinde rausgezogen, an meiner AlltagsXT hab ich überhaupt nur durch Zufall bemerkt, dass ein helicoil drin ist. ENSAT ist der Ungeeignetste, weil er sich sehr häufig mit der Kerze wieder herausschraubt, (das geht nicht besonders oft), und weil er sehr viel "Fleisch" in Anspruch nimmt, da wird es dann oft knapp zu den Ventilsitzringen. Sicherung ginge vielleicht mit Loctite, aber gerade um die Zündkerze herum hilft das nur begrenzt. Oder zusammengefasst von Sven:
|
|
|
|
Gerne genommene Stellen (Abmessungen der Dichtungen etc siehe Oldmans Explosionszeichnungen):
|
|
|
|
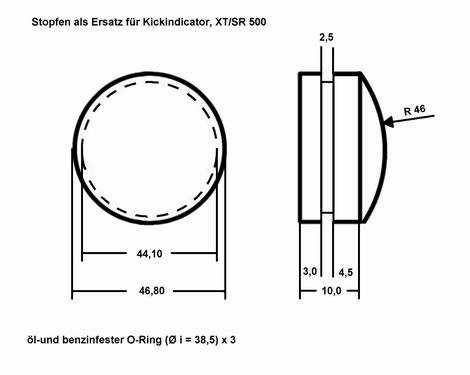
Falls nur das Schauglas defekt ist: das ist eingeschraubt, und man kann Ersatz kaufen, und es kann von außen gewechselt werden. Eventuell ist auch nur der darunter sitzende Dichtring defekt. Im Zubehörhandel gibt es entsprechende Blinddeckel, um die Öffnung alternativ zu verschließen ... der "echte" SR/XT-Treiber schaut da nämlich eh nicht hin. Bei größerem Tank oder nachts hilft das Schauglas eh nicht. Wie man trotzdem die richtige Position zum Ankicken findet, steht hier. Bei flachen Deckeln muss innen der Zeiger abgenommen werden, der mit der Nockenwelle verschraubt ist, und durch eine entsprechende Scheibe ersetzt werden, die Platz für den Passstift vom Nockenwellenrad hat.
Oder man flext das Zeigerblech halt ab. Gibt es im Nachbau bei Kedo ("Fahne"):
Blinddeckel kommen mit angedrehtem Metallwulst und werden nur mit Dichtmasse eingebaut, oder haben einen Einstich für einen O-Ring, oder man setzt eine Blechscheibe der passenden Stärke direkt in die Gehäusenut (mit Dichtmasse). Hier einige Beispiele: OEM, Bild von Kedo:
Frank M.:
Hiha:
|
|
|
|
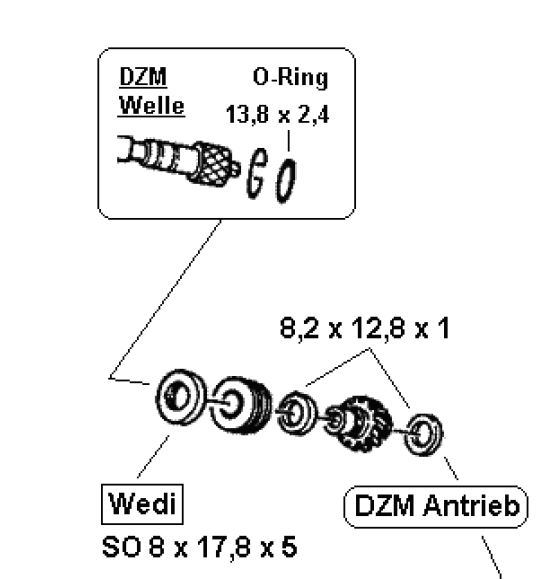
Ausschnitt aus den Explosionszeichnungen von Oldman:
Von außen:
Frank M.: Den Deckel im Bereich des Antriebs etwas mit 'nem Heißluftfön erwärmen kann helfen. Obacht auf die kleine Anlaufscheibe, die unter der Antriebsschnecke liegt. Die muss beim Einbau wieder drunter (darum geht der Aus- und Einbau eigentlich nur bei abgenommenem Deckel). Beim Eintreiben des Antriebs darauf achten, dass die Anlaufscheibe sich noch drehen lässt und die Antriebsschnecke frei drehbar ist.
|
|
| <<Zurück zur BUCHELI-Projekt Startseite |
| [Impressum] |
Diese
Site wird durch Google Adsense teilfinanziert
|
|
|
|
||


























{kind=link}
{kind=link}